


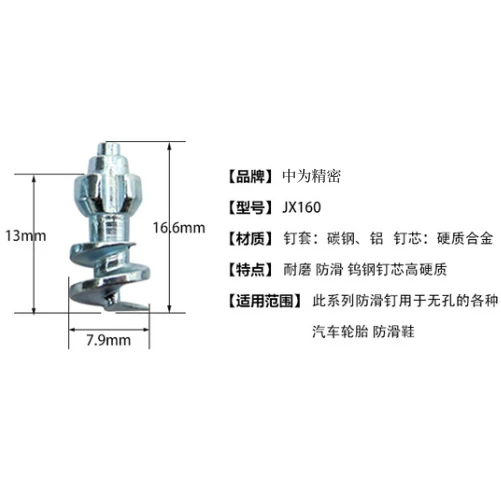



JX1600 gängad anti - Skidsko spikar Metallinsprutningsdelar
De gängade anti - Skidspikar för perforerade däck är kompletta i serie såsom standard gängade anti - skidspikar, stora gängade anti - skidspikar och racing gängade anti - skid spikes.

Det finns många typer av anti - skidspikar, inklusive anti - skidskor och bildäck.
6.5 - 1-serien är universell för anti-glidskor.
Det finns många typer av snödäck anti - Skidspikar. Det platta head anti - Skidspikar Universal för perforerade däck är 8-1-serien, 9-1-serien, 12-1-serien, 8-11-2-serien, 9-11-2-serien, etc.
De gängade anti - Skidspikar för perforerade däck är kompletta i serie såsom standard gängade anti - skidspikar, stora gängade anti - skidspikar och racing gängade anti - skid spikes.
Forskning om formsprutningsprocess för volfram - Kopparkompositmaterial
W - Cu Kompositmaterial Kombinera den höga styrkan, hög hårdhet, låg expansionskoefficient för volfram med den höga värmeledningsförmågan och den höga elektriska konduktiviteten hos koppar. På grund av dess goda omfattande prestanda används den allmänt i elektroniska enheter, militärindustri, flyg- och andra områden. Traditionella pulvermetallurgimetoder och smältinfiltrationsprocesser är svåra att erhålla w - Cu -material med komplexa former och enhetliga mikrostrukturer och kan inte uppfylla kraven i modern vetenskap och teknik för utveckling av höga - prestationskomplexdelar. Metallinsprutningsteknik har tekniska och kostnadsfördelar jämfört med traditionella processer vid beredningen av små - -stora komplexa delar. Även om egenskaperna hos W och Cu, såsom inkompatibilitet och svårigheter vid tätning, begränsar produktionen av W - Cu -kompositer genom injektionsmålning i viss utsträckning, kan valet av lämpliga injektionsprocessparametrar och bindemedelskomponenter erhålla W - Cu -produkter med dimensioner och prestanda som uppfyller kraven. I det här dokumentet framställdes W - 20wt%Cu -kompositer genom injektionsgjutning med användning av ett paraffin - baserat bindemedelssystem. Injektionsmålningsprocessen för W - Cu -kompositer studerades från två aspekter: processparameteroptimering och bindemedelsoptimering. Påverkningsmekanismen för varje injektionsmålningsprocess på injektionsprovets storlek och prestanda analyserades, de optimala processparametrarna för injektionsgjutning undersöktes och optimeringsdesignen utfördes baserat på det ursprungliga vaxet - baserade bindemedelskomposition. I det här dokumentet användes 66pw - 15eva - 15hdpe - 4SA -bindemedel först för att blandas med W - Cu -pulver för att förbereda ett foder med en pulverbelastning av 58vt%. Efter injektionsformning avlägsnades bindemedlet i injektionens gröna kropp genom lösningsmedelsnedbrytande + termisk avfettning, och slutligen w - 20CU -kompositmaterial sintrade. Påverkan av injektionsprocessparametrar på storleken och mekaniska egenskaper för injektionsprover studerades från fem aspekter: matning, injektionsmålning, avfettning av lösningsmedel, termisk avfettning och sintring. Studien visar att injektionsprocessparametrarna har ett viktigt inflytande på defektstyrningen av injektionsprocessen, böjningsstyrkan hos injektionens gröna kropp och formretentionen för den gröna kroppen. Under förhållandena för injektionstemperatur på 165 grader, injektionstryck på 110 bar och injektionshastighet på 40%, W - Cu -injektion gröna kroppar med hög styrka och inga defekter kan erhållas. I processen med avfettning av lösningsmedel ökar lösningsmedlet avfettningshastighet med ökningen av lösningsmedelsnedbrytande temperatur, tid och pulverbelastning. Dessutom analyserades lösningsmedelsnedbrytningsmekanismen, och lösningsmedelsnedbrytande kinetiska konstanter vid olika temperaturer beräknades, vilket gav en teoretisk referens för utformningen av lösningsmedelsförstärkande process i produktionen. Viktförlusten av bindemedlet under den termiska debindningsprocessen analyserades med Tg - DSC -kurvan för bindemedlet och fodermaterialet, och den termiska debindningsprocessen formulerades för att erhålla en termisk debindning av grön kropp utan defekter och med en viss styrka. De mekaniska egenskaperna hos den termiska debindande gröna kroppen ökade med ökningen av den maximala termiska debindningstemperaturen, och böjhållfastheten hos den termiska debindande gröna kroppen vid 950 grader kunde nå 83,87MPa. I temperaturområdet 1100 ~ 1300 grad ökade tätheten för W - Cu sintratprovet med ökningen av sintringstemperaturen. Efter sintring vid 1300 grader för 2 timmar i en väteatmosfär nådde densiteten för W - Cu sintrat prov maximalt 94,74%. På grundval av att använda det ursprungliga paraffinbaserade bindemedlet för att framställa W-CU-kompositmaterial, för att förbättra prestandan för vaxmatrisen i bindemedlet, förberedde detta papper W-20CU-kompositmaterialet genom att lägga till en viss mängd mikrokristallint vax till paraffinet för att framställa en vaxmatris under den ursprungliga injektionsprocessparametrarna. Studier har visat att tillsats av olika mängder mikrokristallint vax kan öka injektionstemperaturområdet för W-CU-injektionsmaterialet och få en injektiongrön kropp med bättre styrka. Den gröna kroppen i W-Cu-injektion som innehåller mikrokristallint vax har fortfarande hög böjhållfasthet efter lösningsmedel avfettning och termisk avfettning. Detta kan bero på att när mikrokristallint vax används som en paraffinmatris, kan den blandas jämnare med bindemedlet, så att en relativt enhetlig porkanal bildas i den avfettade gröna kroppen efter avfettning, vilket bidrar till mer enhetlig kontakt mellan pulverpartiklar. Bland dem, när massfraktionen av mikrokristallint vax tillsätts till bindemedlet med en massfraktion av 20%, är lösningsmedelsnedbrytande hastighet för W-Cu-injektionsgröna kroppen den snabbaste, och detsiteten för det sintrade provet är det högsta vid 95,02%, med god böjhållfasthet och konformitet
MIM är förkortningen av formsprutning av metallinjektion, som är en nära - nettoformgjutningsteknologi som injicerar metallpulver i en form efter blandning och knådning med ett bindemedel. Zhongwei Precision Mim Project grundades 2003, främst engagerad i forskning och utveckling och produktion av volframlegering MIM och Titanium Alloy MIM. När projektet fortsätter att växa har produktionslinjer för metaller som rostfritt stål lagts till. För närvarande har projektet MIM -bearbetningsplattformar och produktionslinjer för volframlegering, rostfritt stål, järn - baserad legering, kopparlegering, mjukt magnetmaterial, icke - magnetstål och andra material, samt sintringsutrustning såsom atmosfärskyddskyltmassa och vakuumugn, med en månads produktionskapacitet.






Skicka förfrågan